High-efficiency boilers thrive on low return water temperatures. These low return temperatures allow the combustion gases to condense, extracting as much latent heat as possible. This is what makes high-efficiency boilers the perfect choice for low-temp applications.
There are countless high-efficiency solutions available to the masses these days, but sometimes you need to work with what you have. You may be working with a tight budget, a building where you can’t get out venting, or maybe an existing cast-iron boiler that is not quite ready for a trip to the scrap yard. This is where low return temperatures can quickly turn from an ally into a nightmare.
The problem is that any boiler can be a condensing boiler, despite some boilers being designed to condense and some are not. Condensate from these appliances is quite acidic and will wreak havoc in several ways if your boiler is not meant to condense.
The first problem you will typically run into is the rotting out of single-wall vent piping. While it may be an easy fix to replace the single-wall pipe, this is just a symptom of a larger problem. If given enough time, you’ll experience the same effect on your boiler’s heat exchanger.
Another wildly expensive problem is the degradation of clay-lined chimneys. The acidic properties of the condensate can and will break down the clay lining.
Continued condensation
To play devil’s advocate, I invite you to consider that no matter how hard you try for a different outcome, every noncondensing boiler will condense at some point. What you need to know is that an occasional period of condensation is unavoidable. Every time you fire up a boiler from a cold start, it’s going to happen.
What you’re looking to steer clear of is continued condensation. This typically occurs in systems with high water volume (gravity conversions), where it just simply takes a lot of time to heat that much water. Another likely scenario you’ll see is the use of a noncondensing boiler with low-temp heat emitters.
My first experience with this phenomenon was in a home with floor heating in the basement. It was coupled to a copper-fin-tube boiler with the aquastat set at 130 degrees. To this day, I still find it strange that a manufacturer would use an aquastat capable of being set so low on a boiler not designed to condense. This was a new construction home built several years before; now it was my responsibility to inform the customer that it’s been wrong this whole time.
After showing the customer the rotten single-wall venting and plugged-up fins on the heat exchanger, I paged through the manual, showing examples of how the boiler should’ve been installed in the application. As you can imagine, the homeowner was irritated, and rightfully so! At this point, I was prepared to offer options to right all the wrongs, but the customer decided to go back to the installing contractor.
To my surprise, the original contractor came back to “fix” the issue. Sometime later, I returned to perform cooling maintenance and discovered that the boiler was still not piped anywhere close to what the manual recommended (see Figure 1).
They piped it in a way that allowed the aquastat to be set to 180 degrees, but left the boiler in a position where it would potentially get little to no flow. This certainly didn’t add years to the boiler’s life and did nothing to guarantee the prevention of low return temperatures.
Boiler protection valves
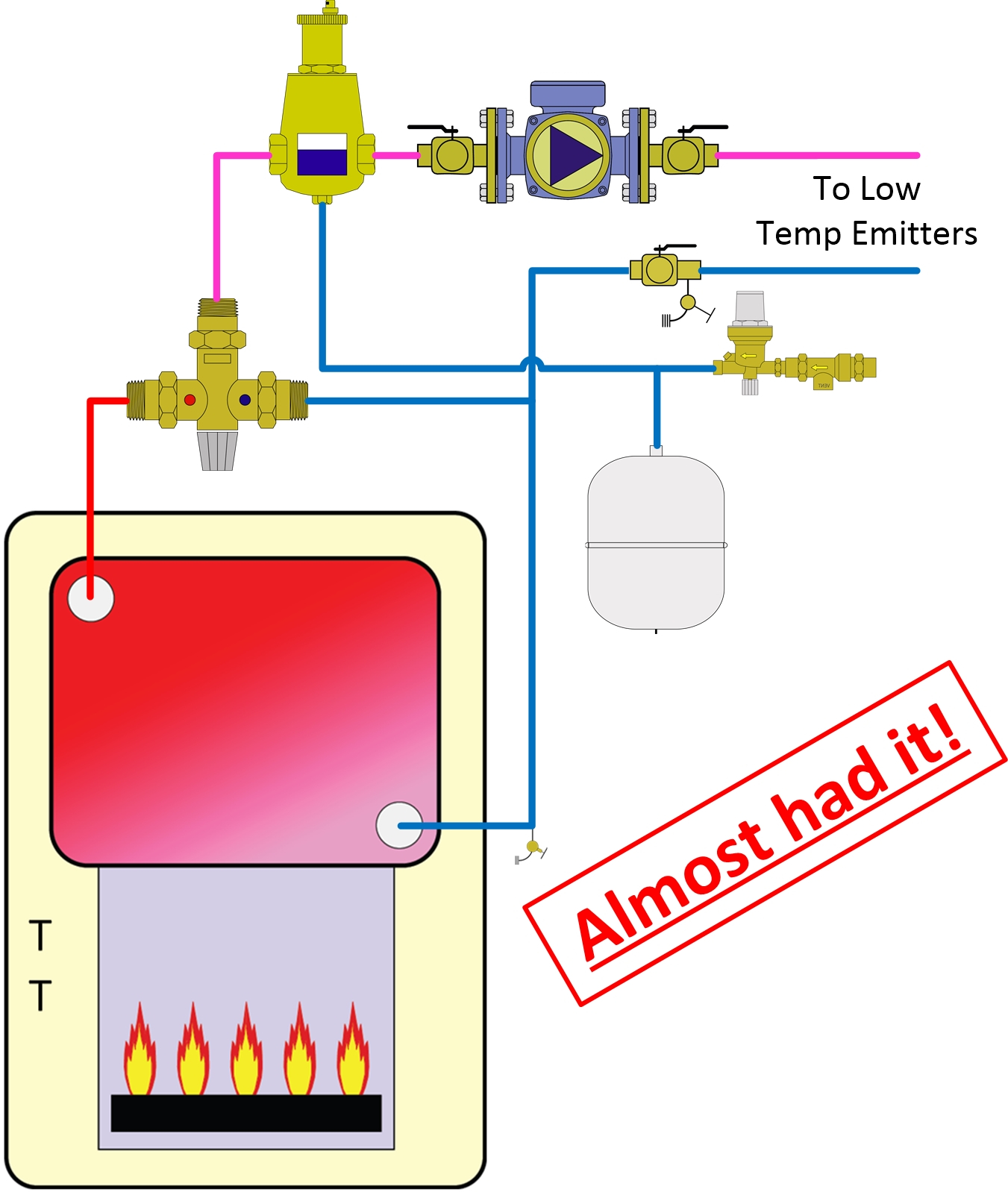
So, how is this problem solved? You have many options, but if your hands are tied due to that pesky budget, you’ll likely be looking at a piping arrangement with a bypass (see Figure 2). The idea that you can just short-circuit the boiler, sending supply water straight back into the return, is a less-than-elegant solution. While crude, it’s a diagram you will still find in many boiler manuals today!
The bypass option leaves a lot to be desired, though. Not enough bypass? Boiler will condense. Too much bypass? You’re sending BTUs back to the boiler that should be going to the load. Given the dynamics of a heating system, a bypass does not provide a foolproof means to control flue-gas condensation unless you’re setting up a cot and babysitting that boiler and the bypass. Does the job pay by the hour? Because of these concerns, I think we can rule out the bypass as a proper solution.
Appropriate solutions include three- and four-way boiler protection valves or injection circulators. You’ll find three-way boiler protection valves that are thermostatically controlled, but most four-way valves and injection systems will incorporate a digital control and multiple sensors — the most important sensor being the one on the boiler return.
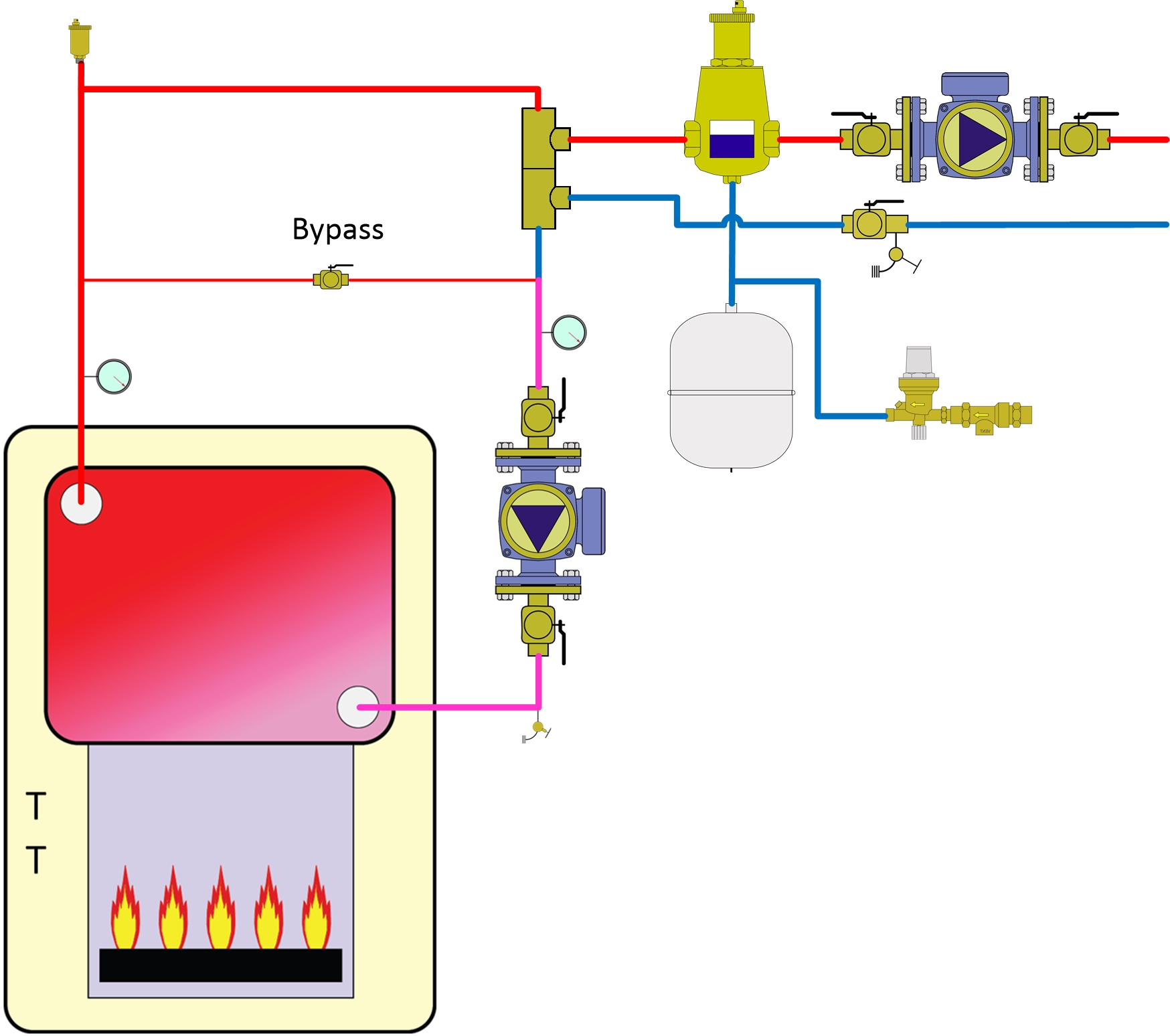
Given my fondness for simplicity, I appreciate thermostatically controlled three-way valves (see Figure 3). Because they’re monitoring the boiler return with a thermostatic element, they’re able to control how much or how little bypass occurs.
These boiler protection valves can be purchased with elements calibrated to different temperatures. In most gas applications, ensuring 130 degrees or more to the boiler will do, but solid-fuel boilers may opt for a slightly higher return as the stakes are a bit higher if condensing does occur.
With this design, you get optimal protection for your boiler while hydraulically separating the boiler from the system using closely spaced tees. This is especially useful when your job is heavily zoned, and what job isn’t these days? Your system flow requirements could vary greatly and proper flow through your boiler will help guarantee a long and happy life.
Now, if you really wish to liven things up a bit, you can go for one of the electronically controlled options. A four-way valve controlled by an actuator is not something I often saw in the field but works well. A more common solution in my area was an injection pump system. Both options will do the trick to prevent condensation but will add a bit more complexity and cost.
A nice touch with these is the option for outdoor reset as opposed to a fixed supply temperature. Putting just the right amount of heat into the home as needed will make for a more comfortable customer and potentially help them save on fuel if set up properly. Isn’t that what this is all about?
To wrap this up, I encourage everyone to understand the customer's needs and how the equipment functions. Just because it works doesn’t make it right! A little outside-the-box thinking goes a long way in retaining a life-long, happy customer.