
Where the elevation of the municipal or building sewer is insufficient or if another elevation shortfall occurs, drainage pumps are added to a drainage system. The issue may apply only to one fixture, one floor or the entire building. Elevation issues usually apply to subsoil drainage, so this water also is pumped. Lastly, if backflow is intolerable from floor drains in a high-value occupancy, pumps are provided for the floor drains.
The terminology varies to describe these pumps, but typical names include sewage pump, sump pump, sewage ejector, lift station pump, effluent pump, bilge pump, nonclog pump, drain water pump, solids-handling sewage pump, grinder pump, dewatering pump and wastewater pump.
Drainage pumps generally have vertical shafts, cylindrical basins and indoor or outdoor locations. Some pumps are designed to be submerged in the inlet basin and others in a dry pit adjacent to the basin; in others, the motor is mounted above with only the pump casing and impeller submerged. In any design, provision is required for air to enter or leave the basin as the water level varies.
The nature of solids and other contaminants in the water handled by drainage pumps necessitates several types of pump designs. For minimal contaminants, the design may be with an enclosed impeller, wear rings and clearance dimensions that allow 3/4-inch (19-mm) diameter spheres to pass through. Such a pump may be suitable for subsoil drainage or for greywater pumping.
For drainage flows from water closets and similar fixtures, manufacturers provide pumps of two designs. One design uses an open recessed impeller, no wear rings and clearance dimensions that allow 2-inch (50-mm) diameter spheres to pass through. The other, referred to as a grinder pump, includes a set of rotating stainless-steel cutting blades upstream of the impeller inlet to slice solid contaminants as they pass through a ring with acute edges.
Efficiency is compromised in both types for the sake of effective waste transport, in the latter more so than in the former, but with the benefit of a reduced pipe diameter in the discharge piping. Grinder pumps are available in centrifugal and positive-displacement types.
Normally, the installation of a pump in a sanitary drain system requires a sealed basin and vent piping to the exterior or to a vent stack. The engineer needs to review the materials being pumped and the gaseous atmosphere being produced for any explosive characteristics. California 2540.10 automatically requires explosion-proof pumps and controls.
Pumps handling stormwater or subsurface drainage (not sanitary drainage) are not required to be sealed and vented to the outdoors and can open to the room. In some cases, the pump can be above the water level, but only if a reliable provision is included in the design to prime the pump prior to each pumping event.
Normally duplex or triplex pump packages are provided, except where temporary outages are acceptable or there is no possibility of flooding. Consideration should be made to connecting sump pumps to a standby power supply.
Submersible Pumps
An important advantage of the submersible pump is the added heat dissipation obtained from the motor being surrounded by the pumped medium. In a nonsubmersible pump, the primary means of motor heat dissipation is by convection to the ambient atmosphere.
Depending on installation, this can vary from frigid temperatures with maximum heat removal to very high temperatures encountered on a summer day, made even hotter by a confined pit or building.
With a submersible pump, heat transfer is accomplished by direct conduction to the relatively constant temperature fluid being pumped. This more efficient heat transfer method results in lower operating temperatures for the motor and its internal components, and helps extend the life of the motor.
The cable entry is another important feature and is designed to provide sealing around the outside diameter of the cable. This permits complete pump submergence and provides strain relief to support the normal weight of the cable. The pump should never be lifted by the cable since this strain relief is adequate for cord weights but will not support the weight of the pump.
Cables used are required to be rated for hard usage or extra-hard usage and for wet locations; these types of cables are outlined in Table 400.4 of the National Electrical Code for use in wet locations. Special attention should also be given to the jacketing compounds to prevent deterioration of the cable caused by the liquid being pumped or by ambient conditions.
Sump Pit
The sump pit is an important feature of the sump pump design. Lift stations can be either prepackaged lift stations or built-in-place lift stations. Basins can be constructed of coated steel, fiberglass or precast concrete. The pit structure needs to be protected against whatever chemicals are contained within the influent stream to prevent destruction of the basin or contamination to the effluent stream.
The sump pit design should be based on both the current anticipated flow and projected future needs. The inlet and discharge port levels will be dictated by the building plumbing arrangement and the downstream requirements of the sewage piping. The basin diameter and depth are dictated by the design flows, the inlet pipe elevation, and the minimum submergence level of the sump pump inlet.
Collection time should be based on the minimum cycle time of the motor with the stream flow at 50 percent of design flow. Allowances need to be provided for operating the second pump and the high-water alarm while not blocking the influent pipe.
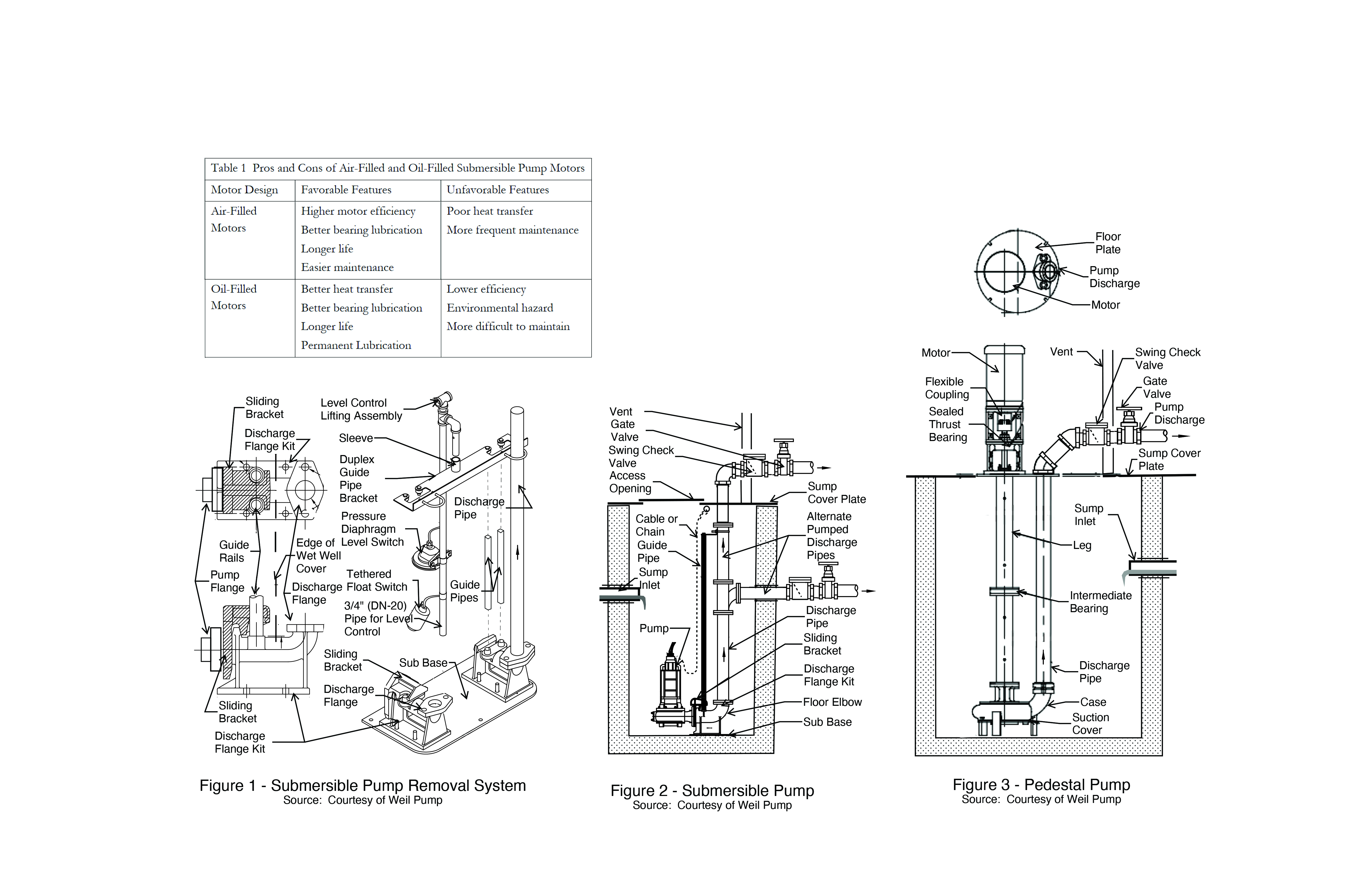
A method to remove the pump system should be provided (see Figure 1). The sump basin would need to be large enough to facilitate the pump removal. With factory-fabricated systems, the pump base plate, discharge piping and guide rail system are typically installed at the factory.
The tank diameters are normally 4 to 6 feet (1.2 to 1.8 m), with a maximum of 10 feet (3 m) to keep within practical over-the-road trucking limitations. The specifier needs to work closely with the pump manufacturer to determine the final configuration of the prefabricated station.
Pump removal and replacement apparatus (usually called the guide rail system) is used for submersible pump installations. It permits the pump to be removed, inspected and serviced, then reinserted into its operating position — with no need for the service personnel to enter the sump basin.
The guide rail system is a standard component of the wet-well installation. The rails — either stainless steel or galvanized pipe — are mounted in place from the bottom of the station to the underside of the access cover. A sliding bracket on the pump assembly mates with the rails and the discharge flange kit. During installation, the pump or pumps are lowered into place on the railing and fitted to the discharge pipe by means of a quick-disconnect sealing flange.
A hoist is normally used to remove the pump for inspection or servicing. It may be portable, truck-mounted or a permanent part of the installation. A stainless-steel chain or cable is attached to a bracket or to the top of the pump and to the underside of the access cover; the pump is lifted, and the sealing flange on the sliding bracket disengages from the discharge flange kit and discharge piping.
The pump is then raised to the top of the station, guided by the rails. After inspection or servicing, the pump is lowered back into the wet well along the rails and the sealing flange re-engages the discharge piping.
The controls, which can be tethered, bulb-type tilting float switches or pressure diaphragm level switches, are normally mounted on a pipe or stiff structural member and attach such that their operation is not interfered with by the pumps or other equipment in the basin. The controls are normally removable from one of the pump access openings.
For pumps handling sanitary sewage, the access cover or door is sealed to the top of the sump basin and is vented to the outdoors or to a sanitary vent main. The access cover includes sealed doors to permit visual inspection of the interior of the sump basin, removal and reinsertion of the pumps(s) and level controls, and access to the wiring connections.
Discharge piping from the pumps can either penetrate the access cover through sealed penetrations or can penetrate the sidewall of the basin and be located adjacent to the basin in a belowgrade covered access manhole.
With the sump pumps located in the lowest parts of the building, if there is a possibility of the groundwater surrounding the sump pits, the designer needs to review buoyancy calculations with the sump supplier and make sure the contractor provides sufficient ballast to prevent the sump tank from floating. A good reference source for these calculations is American Concrete Pipe Association DD 41; Manhole Flotation, May 2008.
Controls
As mentioned, sump pumps are normally duplex at a minimum. One of the simplest of systems, some sump pumps, such as those found in elevator pits, only require a float to operate. Elevator sump pumps serving hydraulic elevators may be required to include oil-sensing switches that stop the pump operation if oil is detected. A high-water alarm also should be considered. The designer should consider monitoring high level and oil alarms with the building automation system.
For other systems, the pump includes a control system, which normally contains a special switch with an alternator. This pump control receives the signals from the user or instrument to start and stop both the primary and standby pumps and to provide alarms, such as for high water. Each pump also has a test-off-auto switch (where the operator needs to physically hold the pump in the test position for it to operate in manual mode).
An example sequence of operation works as follows, starting from the lowest level:
1. The system is at rest following the Stop Pump float dropping to the lowest allowable pump suction level.
2. Influent continues to enter the sump pit.
3. The Stop Pump float lifts, permitting all pumps to run.
4. The Start Pump 1 float lifts, starting the lead pump. A relay holding circuit in the control cabinet keeps the lead pump running until the Stop Pump float drops.
5. If the influent level continues to rise, the Start Pump 2 float lifts, starting the lag pump. A relay holding circuit in the control cabinet keeps the lag pump running until the Stop Pump float drops.
6. If the influent level continues to rise, the High Water Alarm float lifts, alarming the building operator of a high-water situation.
7. If the influent level drops with the activation of either pump or both pumps, the pumps continue to operate until the Stop Pump float drops, de-energizing the pump circuits and stopping the pumps. When this happens, the pump controller switches the lead pump from pump A to pump B or from pump B to pump A.
8. Normally with the High-Water Alarm, a local audible/visual alarm and a remote alarm are engaged. The remote alarm can be connected to the building automation system. Normally, an alarm silence pushbutton is used to silence the local alarm.
9. The High-Water Alarm may have a test switch to simulate the closure of the High Water Alarm circuit.
This installation also can be handled by a microprocessor controller, particularly if more than two pumps are installed in a sump pit.
Lift Pump Types
• Submersible pumps. These pumps are employed for lifting drainage, including sewage, industrial waste, stormwater, groundwater and other drainage effluents (see Figure 2). They are available in sizes from small to very large capacities with respect to flow, head and motor horsepower. Any solids and their maximum size expected to enter the pump impeller should also be specified. Grinder pumps that chop up the influent stream prior to pumping are also available.
Submersible pumps are typically centrifugal pumps with semi-open and open impellers and totally enclosed nonventilated motors, either oil-filled or air-filled. They are usually close-coupled between the pump impeller and motor.
There are two types of seals: single and tandem. Both types are traditionally carbon-ceramic mechanical seals but could vary based on pump duty. With the tandem seal configuration, there is an oil-filled chamber between the two sets of seals. Temperature- and moisture-sensing probes are available as an option to provide early warning that the seals have been breached and maintenance is required.
Motors are normally provided with a lifting eye so personnel servicing the pump do not need to enter the sump pit. These pumps are typically used only for handling cooler fluids with intermittent spikes to 140 F (60 C).
• Pedestal pumps. These pumps are a cousin of the submersible pump. With the pedestal pump, the pump shaft is extended through a tube and the motor is mounted above the sump basin (see Figure 3). With pedestal pumps, it is not necessary to enter the sump pit for maintenance.
These pumps can handle hotter water up to 210 F (99 C). Typically, pedestal pumps have a longer lifespan and cost less than submersible pumps, but they are usually built to handle only liquids, not solid particles of any kind.
Since pedestal pumps can include extended drive shaft lengths, it is important to verify that sufficient head room is available to remove the pump for maintenance. With the motor located outside the sump, these pumps are noisier than submersible pumps.
• Other types of pumps. Dry-well pumps are designed to handle influent from a dry room located adjacent to the sump pit. Openings are cut into the walls of the sump, and the pumps are located in the adjacent room.
The adjacent room would typically have its own sump pump, as the dry room sump pump would not be required to handle the volume of flow that the dry-well pumps would be expected to handle.
Three other types of pumps are used to clear basins: self-priming trash pumps, vertical turbine pumps and air-operated double-diaphragm pumps. These pumps are located above the flood rim of the sump basin and pull the influent from the basin into their suction passages.
Motors
Most pumps are driven by an AC-type electric motor, energized by a single- or three-phase power supply, at a given voltage and frequency (50 Hz or 60 Hz). The most common motor utilization voltages in North America are 115 V or 208/230 V for single-phase and 200 V, 208 V, 230 V, 460 V or 575 V for three-phase. Three-phase power supplies are more stable and efficient than single-phase and, therefore, preferred for larger motor sizes.
Several motor choices are available, depending on function, size, torque, accuracy, speed and efficiency requirements. In addition, the operating environment will dictate the motor enclosure design to be used to secure and protect the motor’s internal components.
Open drip-proof (ODP), totally enclosed fan cooled (TEFC), totally enclosed air over (TEAO) and explosion-proof (XP) are the most common choices in the plumbing and HVAC market. Permanent split capacitor, single-phase type motors are moderately efficient and have generally been used for small fractional horsepower applications where system-lubricated (wet rotor) or oil-lubricated (dry rotor) pumps are chosen.
• Motors for submersible pumps. Most electric motors are air-cooled and not filled with oil. A couple of notable exceptions include sealed refrigeration units and certain hydraulic systems that use oil for bearing lubrication and cooling. These oil-filled applications are analogous to water-filled circulating and submersible turbine pump motors that also use water for bearing lubrication and cooling.
Some air-cooled pumps may use oil as a bearing lubricant, as is the case with vertical hollow shaft motors, but it is isolated from the stator housing.
The two most common enclosures found in National Electrical Manufacturers Association frame motor construction are the ODP and TEFC designs. The ODP motor is open to the atmosphere and uses an internal fan to force outside air through the motor housing. Because outside air is always moving through the motor housing, cooling is simple and efficient. There are times, however, when contaminants within the air can damage the motor windings and the ODP enclosure is not the best choice.
The TEFC enclosure is closed to the atmosphere and relies on an external fan to force air around the outside of the motor housing. Cooling is not as efficient as the ODP enclosure; often, the motor service factor is reduced when these enclosures are employed.
A variant of the TEFC enclosure is known as totally enclosed non-ventilated (TENV). These enclosures are normally used in direct-drive fan applications and rely on the air moved by the driven machine for their cooling. In non-fan applications, they may be fitted with a water jacket (heat exchanger) for cooling.
The submersible sewage pump motor also uses a TENV enclosure that is hermetically sealed to prohibit water from entering the motor housing. Instead of a fan, the surrounding water is used to transfer heat from the motor housing.
Two types of TENV motors are used for submersible pumps: air-filled and oil-filled. There are pros and cons for both designs (see Table 1). Basically, each of the manufacturers of submersible pumps selects the motor design based on the requirements for that pump and is not flexible in providing pump motors of the other design.
The efficiency difference between the two designs is normally only about 1.5 percent; air-cooled motors are slightly more efficient. The heat transfer between the motor internals and the housing is much better with oil-filled motors, resulting in the motor running cooler, extending its life.
Table 1. Pros and Cons of Air-Filled and Oil-Filled Submersible Pump Motors | ||
Motor Design |
Favorable Features |
Unfavorable Features |
Air-Filled Motors |
Higher motor efficiency |
Poor heat transfer |
Oil-Filled Motors |
Better heat transfer |
Lower efficiency |
Additional Resources
The following are additional resources and can be used to collect more detail concerning submersible and nonsubmersible pumps:
- “2020-2021 ASPE Plumbing Engineering Design Handbook,” Volume 4, Chapter 4
- “Submersible Sewage Pumping Systems Handbook,” Submersible Wastewater Pump Association
- “Sizing Guidelines for New and Replacement Sewage Pumps,” Sump and Sewage Pump Manufacturers Association
- “Understanding Pumps and Common Pumping Issues,” Deron Oberkorn, Sump and Sewage Pump Manufacturers Association
- “Air vs. Oil Filled Sewage Pump Motors,” Joe Evans, Ph.D., www.pumped101.com




