When water professionals are in the market for a submersible motor to drive their pumping system, many factors are often considered. From initial selection criteria to installation needs, from usage parameters to installation factors — the list can help drive the decision.
Maintenance and system life may be considerations down the road, yet a little upfront planning on what to install and how to install it can help avoid potential issues and costly downtime for years to come.
This article looks at how submersible motors operate and what users should consider selecting the best motor for their application needs.
How a Submersible Pumping System Works
A submersible pumping system consists of a multistage centrifugal pump coupled to a submersible motor that has been designed for installation in a narrow well/borehole. Submersible motors are available in various construction designs — including encapsulated and rewindable — and their horsepower ranges and physical size vary.
Submersibles are normally classified to indicate the smallest well-casing diameter to accommodate the pump: typically, from 4 inches to 12 inches. These often include power ratings as low as 1/3 horsepower up to 250 horsepower.
For specialized applications, submersible motor designs include solutions tailored to meet more demanding settings, such as high temperature and corrosive environments. They also can use permanent magnet technology to perform at higher efficiency ratings.
Submersible motors feature a variety of engineering considerations that set them apart from their surface-mounted counterparts. Because drilling and well construction costs increase dramatically with borehole diameter, submersible pumps and motors are characterized by their slender construction (see Figure 1).
Comparing Motor Designs
• Electrical designs: Induction motors and permanent magnet technology
Not all electrical submersible motors use the same design; there are several different technologies to choose from, including induction and permanent magnet (PM).
Induction motors have often been considered the workhorse of submersible systems. They often feature a squirrel cage design since there are no electrical connections between the rotor and stator that need to be kept watertight. Additionally, induction motors of this type can be repeatedly produced to ensure high quality and low cost versus other motor designs, making them an accessible solution for pumping system owners and operators.
Since the motor is induction-driven, the rotor turns at less than synchronous speed, which is why this motor type is often referred to as an asynchronous motor. This speed differential is defined as slip. Due to the rotor slip and the shape of the motor’s torque-speed characteristic curve, the motor has very stable operating characteristics, even under short overload and peak load conditions that make it an ideal driver.
When properly selected, the squirrel cage induction motor can easily meet the load demands of a centrifugal pump.
PM motors are growing in popularity in submersible applications. Unlike an induction motor where the internal rotor is an electromagnet and becomes energized by the system’s power supply, PM rotors are magnetized at all times due to the raw material selection. These internal magnetic rotors make them more efficient, especially at reduced speeds and partial loads.
The inclusion of the rare earth magnet rotor removes the slip factor seen in an induction-style motor. This creates the opportunity to achieve full synchronous rotational speeds in cases where that provides an operational benefit. Another way to view this is that lower input power is required for an equivalent output power produced by an induction design motor — saving on operational costs every time the motor runs.
• Thermal characterization of encapsulated vs. rewindable motors
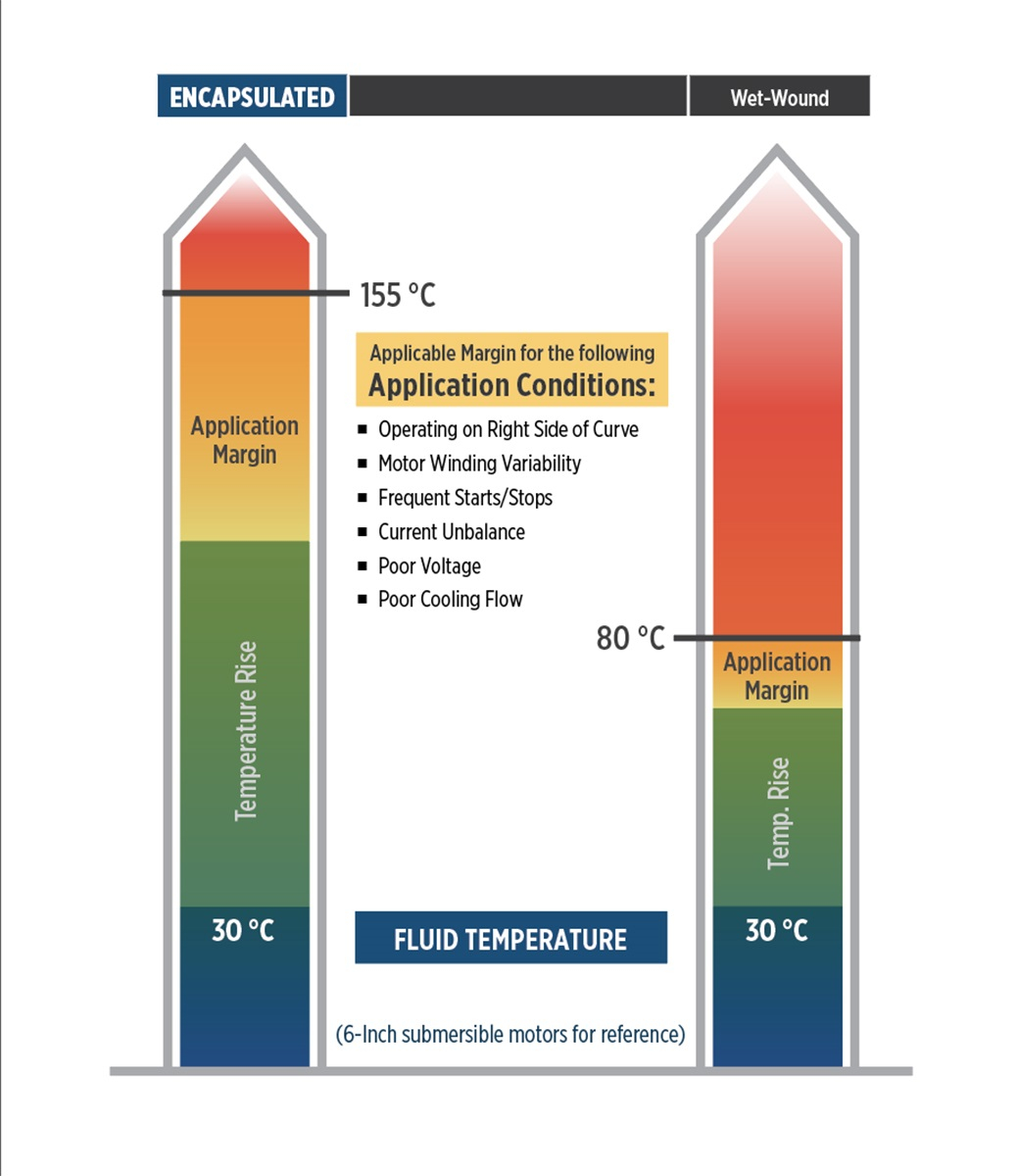
The most notable difference between encapsulated and rewindable motors is the allowable winding temperature rise. In general, the allowable winding temperature rise for a rewindable motor must be less than the encapsulated motor. For this reason, rewindable motors must run at a temperature closer to the ambient fluid temperature. This also means that encapsulated motors allow for a greater application temperature rise margin before reaching the point of permanent damage.
The lower temperature rise of the rewindable motor does not mean that it is more thermally robust. In fact, the encapsulated motor has a wider temperature operating range, making it more thermally robust and less likely that it would need to be derated in a higher ambient water temperature.
As a motor application is analyzed — comparing the water ambient temperature, the allowable winding rise and the motor's power output rating — there is generally a linear relationship that can be maintained with respect to the amount of efficiency and performance loss in the system (see Figure 2).
 Screenshot
Screenshot
Under normal operating conditions, submersible motors and pumps have inherently low internal inertial losses and start very quickly, so the temperature rise during starting is quite acceptable. However, if the motors cannot accelerate for some reason, the rewindable motor will tend to be more fragile than the encapsulated motor. This is because the rewindable motor has a lower allowable insulation temperature and a relatively higher temperature rate of rise.
Despite these differences, it is important to remember that overheating is the main cause of failure in many applications of submersible motors. So, regardless of construction type, it is recommended to protect both encapsulated and rewindable motors with “quick trip” (must trip within 10 seconds at 500 percent IN) overload protection.
• Ability to repair/maintain encapsulated vs. rewindable motors
When a motor fails, it’s important to quickly determine the cause. If the failure is related to misapplication or improper installation, all installation deficiencies must be corrected before another motor is installed. Both motor types are repairable and spare parts are often readily available. The modular concept divides the motor into its main parts: stator, rotor, upper and lower end bell, seals and bearings.
The reliable and proven mechanical parts, end bells, seals and bearings are interchangeable for both designs. When the failure mode is that of a failed stator, the encapsulated motor’s stator may be replaced or the rewindable motor may be rewound.
An encapsulated motor can be repaired quickly with a factory original stator. This results in no change in motor performance since each stator is wound using the same raw materials, automated winding lines and manufacturing processes.
The rewindable motor is easy to rewind in the field. The ends of the 18-slot stator are open to allow easy removal, reinstallation and forming of the winding coils. The motors are wound with PVC wire, which is widely available; the winding data is published. It is important to repair the motor under factory specifications for materials and winding data. Failure to do so will result in altered motor performance.
Repair kits that contain pre-wound coils, slot insulation, and cable splicing materials are available from the factory should you or the repair shop prefer to use factory components (see Figure 3).

Additional Factors to Consider When Selecting a Submersible Motor
When properly applied and installed, submersible motors and pumps can provide years of maintenance-free service. However, several key application considerations must be addressed to realize the potential service life, including:
• Proper pump selection. The pump and motor must be correctly sized so that the pump does not overload the motor’s output power capability or thrust bearing capacity. In addition, the pump should operate near its best efficiency point to avoid upthrust and operation at inefficient points on the curve. Online and web-based selection tools can help you easily streamline this specifying process.
• Adequate power supply. The power supply must provide adequate voltage and current balance to prevent excessive heating in the motor. Properly grounded surge protection should be installed to protect against high voltage spikes. In addition, the supply cables must be large enough to allow adequate voltage to reach the motor terminals. Motors are designed for a wide voltage variation range. The current imbalances must not exceed 5 percent from line to line.
• Water temperature and required cooling flow. To avoid overheating the motor, it’s important to ensure proper motor cooling. Table 1 shows minimum flow rates, in gallons per minute (gpm), for various well diameters and motor sizes. Be sure to provide a minimum flow velocity and adequate water flow past the motor to maintain safe operating temperatures
A flow inducer sleeve must be used if the flow rate is less than specified. A flow sleeve is always required in an open body of water. Figure 4 shows a typical flow inducer sleeve construction.
Select submersible motors are designed to operate in water at higher temperatures or lower flow conditions. For example, some motors can operate with nominal load at a maximum water temperature of up to 86 F (30 C). Other motors are specifically engineered to operate in much higher water temperatures — some even up to 194 F (90 C).
• Reliable motor protection. There are various factors to consider when protecting your motor, including properly sizing your systems to ensure long-term operation. Quick-trip overload protection should be selected based on the motor nameplate current.
The device must be set as close as possible to the running amps, with a maximum setting at 90 percent of nominal motor current and a trip time less than 10 seconds at 500 percent nominal current. It should also protect against single phasing and voltage variation.
• Enhanced operation with soft starters and variable-frequency drives. For daily startup, variable-frequency drives (VFDs) improve system life with a soft-start feature. This controls the electrical current and voltage as it is provided to the motor, and it reduces the system stress associated with each startup. This “easing-in” to running at full speed minimizes pressure on the entire system. It also helps reduce the heat output on the motor, a big help in prolonging motor life.
VFDs can also help if starts per day fluctuate or increase over time. Keeping starts per day within the motor manufacturer’s recommended range will provide the best system life. When used with a properly configured VFD, 7.5 to 30 horsepower, three-phase motors can be started up to two times their indicated maximum per 24-hour period.
Selecting the best motor to power your submersible pump is critical to your overall operations. Your motor’s long-term performance — and the performance of your pumping system — relies heavily on having the right configuration for your site and your needs.
Jeff Frank is the global product manager at Franklin Electric. As a mechanical engineer who enjoys working directly with customers, he converted to a role in marketing when starting with Franklin Electric in 2006. Now, with 15 years’ experience in the water systems industry, Jeff has helped facilitate product innovations by sponsoring and supporting the launch of many popular water pump product lines, while still connecting directly with customers through product training, market development and product life cycle support.