I’ve always marveled at those born with natural talent; many seem to be naturally talented in many different things. Not me. Trust me, I would have loved to have been a professional hockey player. I was decent, but nobody was ever going to confuse me with Jonathan Toews, let alone a fourth-line center on a college hockey team.
And what about Bo Jackson? He wasn’t just a Major League Baseball All-Star; dude was a National Football League pro-bowler, too. And I’m not sure anyone loves music more than I do, but my only talent in music is the ability to recognize talented musicians. I could write a book on the hundreds of musicians, singers, songwriters whose talent just blows me away. It’s like magic to me, but I haven’t a clue how they come up with that stuff.
However, if I were to dig deep — and I mean really deep — I may be the most organized person you’ve ever known. Not creepy guy, serial killer-type organized; my organization skills are just this side of sanity. So, I’m saying right here and now — that’s my claim to fame in terms of talent.
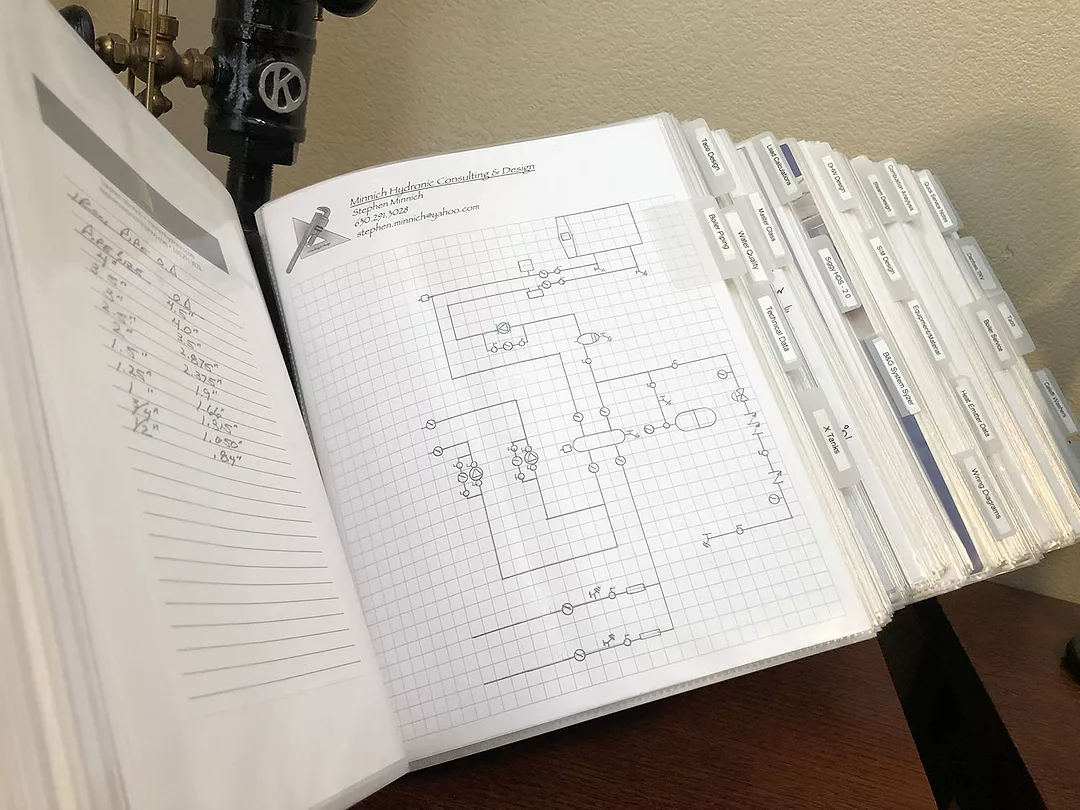
With that in mind, I’ve always been a copious note taker. Putting pen to paper has always indelibly etched information in my brain from those who’ve taught me. And the older I get, those well-organized notes help me keep information at the ready. It’s a good practice to make sure steps aren’t being missed and that I’m being as thorough as I can be.
I would like to share some of those with you in the hopes it will help you as much as it’s helped me. I’ll mix in design notes, service notes, a little bit of this, and some of that, too. You may see me say things such as “you must” and “you should,” or reference a resource that no longer exists. On the former, if you disagree, just take what you can and leave the rest. On the latter, there is more than just that resource to consider.
Here we go!
Radiant design calculations
1. Perform room-by-room heat loss calculation using Uponor’s Advanced Design Suite (ADS) software or something similar.
2. Determine BTU per square foot. Divide heat loss of room by the room’s area (square footage).
3. Determine floor surface temperature.
• Option 1. Use Appendix C in Uponor’s Complete Design Assistance Manual (CDAM).
• Option 2. If you know the setpoint (65, for example) and the load (20 BTU/square foot, for example): 20 (load) divided by 2 = 10; 10 + 65 (setpoint) = 75 F (surface temperature).
• Inversely, if you know the setpoint (65) and are using hardwood with a maximum surface temperature of 80 F (floor surface temperature): 80 (FST) – 65 (setpoint) = 15; 15 x 2 = 30 (BTU/square foot).
4. Choose projected installation method.
5. Choose tube type and size based on projected installation method.
6. Determine finished floor R-value. Use Appendix D in Uponor’s CDAM or similar.
7. Determine tube spacing based on room load and application.
8. Determine supply water temperature using Appendix E in CDAM.
9. Determine loop lengths with headers using Appendix H in CDAM.
10. Determine total gallons/minute (gpm) using Appendix F in CDAM or hydronic formula.
• Determine gpm per loop: Total gpm divided by number of loops = loop gpm.
11. Determine pressure loss or head loss by using CDAM 5 or ADS.
12. Head loss calculator. Account for only upward losses in ADS.
Delta T x U value:
BTU/hr. downward loss per square foot.
Slab temp. = 75 F
Ground temp. = 55 F
R10 insulation = U value of 0.1 (R value is reciprocal of U value)
75 F – 55 F = 20; 20 x .01 = 2 BTU/hr. downward loss/square foot
Design delta T and gpm:
10-degree design delta T; Heat loss divided by 5000 = gpm
20-degree design delta T; Heat loss divided by 10,000 = gpm
30-degree design delta T; Heat loss divided by 15,000 = gpm
Pipe sizing:
Square root of (gpm x .124) = pipe size (2 to 4 feet/second)
Gallons/minute formula:
Heat loss divided by delta T x 500 = gpm
BTU formula:
Heat loss = gpm x 500 x delta T
500 = Constant based on 8.33 x 60 x 1 = 500
8.33 = Pounds in one gallon of water
60 = Minutes per hour
1 = Specific heat of water
Infiltration:
0.33 ACH = 0.006 infiltration factor
L x W x H x delta T x 0.006 = infiltration loss
Maximum floor temperatures:
87.5 F = all floors except hardwood
80 F = hardwood floors
Maximum supply water temperatures:
120 F, drywall
140 F, gypsum
150 F, concrete
Pump selection and design
1.Complete a heat loss load calculation based on Manual J.
2. Establish a target flow rate in gpm:
BTU/hr. loss divided by 500 x delta T = gpm
3. Select a pipe size based on flow velocities of 2 to 4 feet/second. Use charts in Taco TD-10 or pipe-sizing formula.
4. Find the equivalent length of the piping circuit. Use Bell & Gossett (B&G) method, manual calculation method or appropriate software.
5. Establish the head loss of the piping system at the target flow rate. Use TD-10 Formula or B&G method.
6. Select pump based on manufacturer’s pump charts.
Notes:
• For reasonable wire-to-water efficiency, the target operating point should fall within the middle-third flow rate range of the pump curve.
• When zone valves are used, use a flat curve pump or a delta P pump.
• Weighted flow checks are very restrictive; use integrated checks wherever possible.
• Consider using two smaller pumps in parallel when gpm is very high and a low head loss.
• Also, consider a larger pipe size if it falls within recommended velocities over a smaller pipe so a smaller pump can be considered.
• Pumps in series — head doubles, gpm same
• Pumps in parallel — head same, gpm doubles
Tools: B&G System Syzer calculator wheel; B&G System Syzer software; John Siegenthaler’s Hydronic Design Suite; desktop calculators; Taco TD-10 and TD-9 documents.
Water quality notes
Contaminants:
• Calcium
• Magnesium
• Sodium
• Iron
• Chlorine
• Sulfur
• Oxygen
• Carbon dioxide
• Nitrogen
Turbidity: Measure of optical clarity caused by suspended particles less than 1 micron in diameter. Step-down filtration is the solution.
Microbial corrosion: Groundwater contains microbes that can establish themselves in copper tubing when the water temperatures are between 75 F and 135 F. Once established, the microbes will acidify in the grain boundaries in the copper.
Scaling: Caused by minerals such as calcium and magnesium; salts. Described as hardness. The scale builds up on HX surfaces, causing hot spots, poor transfer and early failure
Demineralization: Preferred method of removing nearly all minerals from water.
Conductivity testing:
• Presence of ions in the water affects its electrical conductivity.
• In the absence of all ions, water has zero conductivity, which is only possible through distillation or reverse osmosis. This is not desirable in hydronic heating systems because when ion-free water combines with carbon dioxide, it forms carbonic acid.
Testing for totally dissolved solids (TDS):
• When testing for TDS, the result indicates the ion level. If TDS are low, ions will be low.
• To ensure proper operation of an electronic low water cut-off, the TDS should be at least 10ppm with a maximum of 30ppm. These values are much lower than what modulating condensing boilers require.
• Caleffi NA575002 tests for TDS, temperature, and pH.
Step-down filtration: 40 microns mesh, 200 microns mesh, sub-micron mesh
Iron oxides and magnetite:
• Iron oxides are a chemical compound consisting of a combination of oxygen and iron. Every system includes some oxygen, most have iron.
• Magnetite is iron oxide sludge.
• ECM pumps attract/collect iron oxide, causing premature failure.
• Mod-cons also are affected. Efficiency drops (6 percent), heat transfer plummets (15 percent).
EDR and mod-con boilers
Question of balance and ratio:
• The more radiation you have, the lower the supply water temperatures are needed.
• The key is to get the radiator size proportional to the heat loss of the room as closely as possible as they will respond about the same.
• Any radiator which is undersized, below the common baseline, will dictate that you run the system at a higher temperature to satisfy that one room. Thermostatic radiator valves (TRVs) will help level things out, but your one or two rooms with smaller radiators will be the tail which wags the dog.
Steps for success:
1. Start with a room-by-room heat loss calculation
2. Assess your radiator output via equivalent direct radiation (EDR) using 170 F average water temperature (AWT) and 150 BTU/hr./square foot of EDR.
3. Next, compare the radiation EDR to the heat loss of each room. The goal is to make them as proportional as possible.
For example, say you have four rooms with heat losses calculated at 5,000, 6,000, 7,200 and 8,000. Respectively, these rooms have radiators of 50 EDR, 70 EDR, 60 EDR and 75 EDR. These correspond respectively at 170 F AWT to 7,500, 10,500, 9,000, and 11,250 BTU/hr.
For shorthand, I simply divide the calculated heat loss by EDR to come up with a minimum BTU/square foot. This, in turn, is matched up to the BTU/EDR temperature chart. In this way, I need a minimum of BTU/EDR output of 100, 86, 120 and 107 F AWT.
Consider this:
• The highest number will be your highest design water temperature. To get 120 BTU/hr. from a cast-iron radiator, your AWT will need to be 155 F, 165 F supply water temperature (SWT) and 145 F return water temperature (RWT).
• However, you also can see where you go if you increase your radiation, the lowest number. To get 86 BTU/hr./square foot from your radiator for the largest room, that would require a 138 F AWT, 148 F SWT and 128 F RWT.
• Traditionally, 135 F RWT or above has been given a safe margin to prevent condensing in a cast-iron boiler — where you don’t want condensing. Actual gas flue gas dewpoints vary with CO2 percentage, excess air percentage, etc., but settle at an average of about 128 F.
• To reliably start and maintain condensing mode, your temperature needs to be consistently below that point, so 120 F RWT is an ideal goal.
• Don’t be discouraged if you find that on the coldest day you need hotter water temperatures than you like.
• The number of hours where these higher water temps are needed are relatively few over a given season. Aggressive use of outdoor reset will keep you in condensing mode for probably 80 percent to 85 percent of the time, depending on your climate.
Buffer tank sizing formula
Desired run time x (minimum boiler output – minimum system load)
System delta T x 8.33 x 60
• Desired run time (minutes). The desired amount of sustained firing time of each run cycle once a call for heat is initiated. A minimum of 20 minutes is a good place to start.
• Minimum boiler output (BTU/hr.). The output of the boiler, based on the boiler’s minimum firing rate, determined by its turndown ratio, annual fuel utilization efficiency (AFUE) and input BTU/hr.
• Minimum system load (BTU/hr.). The heat loss of the smallest zone.
• System design delta T. The design temperature difference across the system at minimum load.
• 8.33 (pounds). Fixed value of the weight of one gallon of water.
• 60 (minutes). Fixed value of minutes in one hour.
Calculating buffer tank capacity:
150,000 BTU/hr. mod-con boiler with 10:1 turndown ratio
Minimum boiler input = 15,000 BTU/hr.
Minimum system load = 5,000 BTU/hr.
System delta T = 20 F
Desired run time = 20 minutes
8.33 = Weight of one gallon of water
60 = Minutes in one hour
20 x (15,000 – 5,000) = 200,000 = 20-gallon capacity buffer tank or more
20 x 8.33 x 60 = 9,996
Fill pressure for hydronic systems
1. Measure total height (distance) from pressure-reducing valve (PRV)/diaphragm tank to the top of the highest heat emitter or pipe (.43/foot).
2. Multiply the height in feet by .43, or divide by 2.31 (.43 is the reciprocal of 2.31).
3. Add 5 pounds/square inch (psi) to the total and that is your static fill pressure setting.
Example:
• 4 feet from PRV to bottom of basement ceiling joist.
• 1-foot-high joist bay.
• 10-foot ceiling height on first floor.
• 1-foot-high joist bay.
• 3 feet to top of highest radiator on second floor.
4+1+10+1+3 = 19 feet total
19 x .43 = 8.17
8.17 + 5 = 13.17 psi setting for fill valve
Diaphragm tanks — air removal system:
• The air pressure of the tank must equal the fill pressure of the system.
• An underpressurized tank will act is if it’s undersized, causing the relief valve to open.
• Factory charged at 12 psi.
• Tank air charge must be check dry (disconnected) and at ambient temperature.
• Use nitrogen or air to recharge tank.
• Tanks, on average, lose 1 psi per year.
Conventional tanks — air control system:
• Designed to be one-third air, two-thirds water.
• Tank should not be tied into supply or return but rather the boiler tapping specifically meant for it. If not, absorbed air will find its way back to the system.
• Do not use air vents in the system. “Air is needed.” Let that sink in.
• Be sure to pump away.
• Must use an Airtrol fitting as it prevents air from leaving the tank. A Drain-O-Tank fitting at the bottom allows air to enter the tank for ease of draining, and an air drop aids in recharging the tank with air.
• System pressure should rise very little on full temperature rise if tank is sized properly.
• Requires about 75 percent more space than a diaphragm tank because there is no pre-charge to work with it.
Charging a tank with an Airtrol fitting:
• Release pressure from tank by removing the plug-in air valve at the bottom of the Airtrol.
• Crack the isolation valve, allowing air to enter.
• Once water starts coming out of vent, reinstall plug and open isolation valve fully.
• This ensures that one-third of the tank is an air cushion.
Drain-O-Tank valve:
• Isolate the tank and connect hose to the Drain-O-Tank.
• Slowly open the tank and remove the screw. Once empty, close valve and refill.
Pressure relief valve discharge reasons:
• Waterlogged steel compression tank.
• Diaphragm ruptures.
• PRV left open or fails open.
• Inaccurate temperature control.
• Undersized tank.
• Undercharged diaphragm tank.
• Leak in tankless coil (if there is one).
• Fill pressure requirements too great.
• Tank and high-head pump on return.
Reasons for boiler banging:
• Pressure is too high; verify with hose gauge.
• Temperature is too high; verify with thermometer.
• Zone valves closing or wrong valve body direction.
• Incorrect pump flow.
• Partially closed valve somewhere.
• Check valve stuck.
• Trapped air anywhere, but specifically in a boiler section.
• Pipe expansion.
• TRV location — valve should be installed on the supply side of the heat emitter.
There’s a fair amount of information here, as you can see. I’m not the guy who engineered this stuff, I’m just the guy who put it all together in a way that made sense to me, as well as making my job easier. When you’re working in the field all the time, it’s hard to find time to do this. I have so much more to share, so let me know if that interests you.