In Part 1 of this series, I told a true story about how a stationary plant engineer was seriously scalded and died from hot boiler effluent overflowing from an undersized drain installed in a renovation project, and then offered boiler effluent tips for plumbing design professionals and engineers (https://bit.ly/3SwpO6l).
In Part 2 of this series, I am providing step-by-step instructions on sizing drainage systems, including how to determine the flow rate of boiler effluent and cooling water, as well as the required pipe sizes.
When sizing a sanitary draining system:
1. Determine the flow rate of both boiler effluent and cooling water in gallons per minute (gpm) and add together (as well as any additional fixture load).
• Boiler effluent (blowdown) flow rate calculation: The blowdown flow rate needs to be high enough to scour mud and sediment off the bottom of the lower portion of the boiler. The boiler manufacturer typically determines the size of the blow-down valves, based on several factors, including:
a. The steam consumption (steam used in the process, leaked steam, and one-pass/wasted steam to drain, which is not returned as condensate to the boiler, for a 50,000 pound/hour boiler);
b. The concentration of impurities in the feed water/makeup water;
c. The maximum allowable total dissolved solids (TDS) in the boiler. For a medium-pressure, water-tube steam boiler, typically there is a maximum of 1,500 parts/million of TDS. This will establish how much percentage of the boiler water needs to be blown down to restore the TDS to a lower acceptable level for operation.
As the boiler blowdown effluent enters the blowdown tank, the level of effluent in the tank rises, increasing the flow rate of the boiler effluent exiting the blowdown tank until the flow rate of that exiting effluent (and entering the sanitary drainage system) equals the flow rate of the boiler effluent discharging from the boiler into the blowdown tank.
Therefore, the maximum flow rate of the boiler effluent leaving the boiler plus the cooling water flow rate is the flow rate that must be calculated in order to properly size a sanitary drainage system.
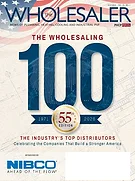
For example, using a boiler pressure of 150 psi for the blowdown pipe and very little back pressure on the outlet of 1 1/2-inch blowdown valves. With the valves opened fully, the water flow chart for 150 psi through a 1 1/2-inch orifice provides a blowdown flow rate of slightly less than 224 gpm.
Friction loss through the blowdown valves and piping will reduce the pressure. For a quick check, the flow rate into the blowdown tank will be slightly less than the flow through an orifice in Table 1. The actual flow rate can be calculated by determining the pipe length and fittings and calculating the friction loss through the piping, starting with a boiler pressure of 150 psi.
The required blowdown flow rate for a given boiler should be calculated using information in the boiler manufacturer’s design resource books or contacting the boiler manufacturer.
The following data approximates the flow through an orifice based on atmospheric pressure on one side of the orifice and the listed pressure on the other side of the orifice. This is the theoretical maximum flow through an orifice only. The flow through a connected pipe system will be less than the numbers in this chart, depending on the friction loss in the length of pipe, and the number of valves and fittings.
Generally, for the blowdown discharge pipe to adjacent blowdown tanks, I use a 10% reduction in flow from the gpm flow rates in Table 1. This will approximate the actual flow, but for a safety factor, if you use the actual numbers in this table, and add the cooling water flow rate based on the following formula to be assured the drain will be sized adequately.
The maximum boiler operating steam pressure should be considered in calculating the discharge flow rates.
• Cooling water flow rate calculation: In addition to calculating the flow rate of boiler effluent (which is just below 212 F), the cooling water flow rate must also be calculated in order to properly size a sanitary drain. Because the plumbing code prohibits discharge into the sanitary drainage system of no higher than 140 F, the hot boiler effluent leaving the blowdown tank must be mixed with cold water to lower the temperature before discharge into the sanitary drain.
To calculate the cooling water flow rate using a mixed water temperature formula, the maximum temperature of boiler effluent leaving the blowdown tank is assumed to be at or just below 212 F (the boiling point of water). In my example, I chose a groundwater temperature of 60 F, to obtain a cooling water flow rate of 105 gpm to reduce the boiler effluent to 140 F.
Mixed water temperature formula:
Where:
P = Percentage of hot boiler effluent ratio of hot to cold water, unitless
Th = Temperature of boiler effluent, degrees Fahrenheit, 210 F
Tc = Temperature of cold water, degrees Fahrenheit, 60 F
Tm = Desired mixed water temperature, degrees Fahrenheit, 140 F
2. Determine the required pipe size.
The flow rate of the load should be converted into fixture units using the “values for continuous flow” section in the International Plumbing Code (709.3); this determines the size of drain pipe required for the new load. In my example, I calculated a boiler blowdown flow rate of 224 gpm and a cooling water flow rate of 105 gpm, for a total discharge flow into the drain of 329 gpm, which, when converting into fixture units, is the equivalent of 658 drainage fixture units.
When referring to the sizing tables in the code, per IPC Table 710.1(2), the minimum size of the fixture branch should be at least 8 inches. The International Plumbing Code has the following sections:
“709.1 Values for fixtures. Drainage fixture unit values as given in Table 709.1 designate the relative load weight of different kinds of fixtures that shall be employed in estimating the total load carried by a soil or waste pipe, and shall be used in connection with Tables 710.1 (1) and 710.1 (2) of sizes for soil, waste and vent pipes for which the permissible load is given in terms of fixture units.”
“709.3 Values for continuous and semi-continuous flow. Drainage fixture unit values for continuous and semi-continuous flow into a drainage system shall be computed on the basis that 1gpm (0.06 Lis) of flow is equivalent to two fixture units.”
“710.1 Maximum fixture unit load. The maximum number of drainage fixture units connected to a given size of building sewer, building drain or horizontal branch of the building drain shall be determined using Table 710.1(1). The maximum number of drainage fixture units connected to a given size of horizontal branch or vertical soil or waste stack shall be determined using Table 710.1(2).”
Summary
In this case, the standpipe or hub drain that received the discharge from the blowdown tank appeared to have been sized correctly for the boiler effluent and cooling water combined flow rate. However, just below ground, the standpipe was reduced in size, in the direction of flow, into a much smaller P-trap and horizontal drain pipe, which was also lacking in slope, to match the existing underground drain pipe size.
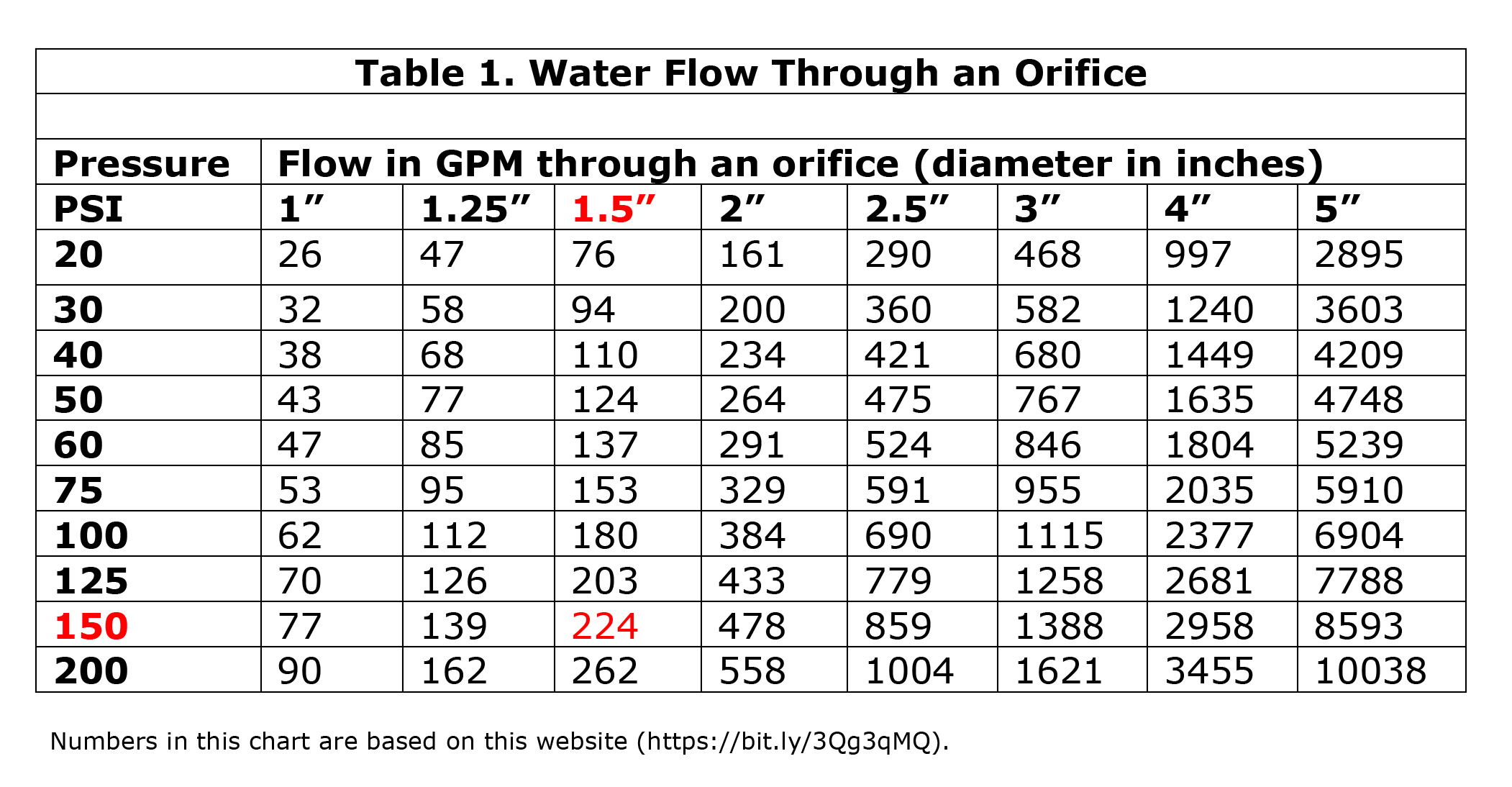
The flow reduction between pipe sizes is not linear; the area of the pipe and the slope of the drain are all variables in drain capacity based on the Manning formula. For example: A 4-inch pipe has 25% of the area of an 8-inch pipe. (See Figure 1 for sloping drain capacities.)
To attempt to avoid for foreseeable overflow, managers decided that stationary engineers should throttle the blowdown valves and limit the duration of the blowdown flow. Periodically, the engineers would drain the blowdown tank from a valve located in its bottom directly into the sanitary drain piping.
There is no sound engineering or technical basis for this procedure, and it is a dangerous approach to plant operation. Good engineering design requires considering the peak conditions, which is full blowdown velocity, to move the mud out of the bottom of the boiler.
Notes:
1. The fabrication drawing for the blowdown tank has a connection for cold water to enter the blowdown tank in order to help cool the boiler effluent as it enters the tank.
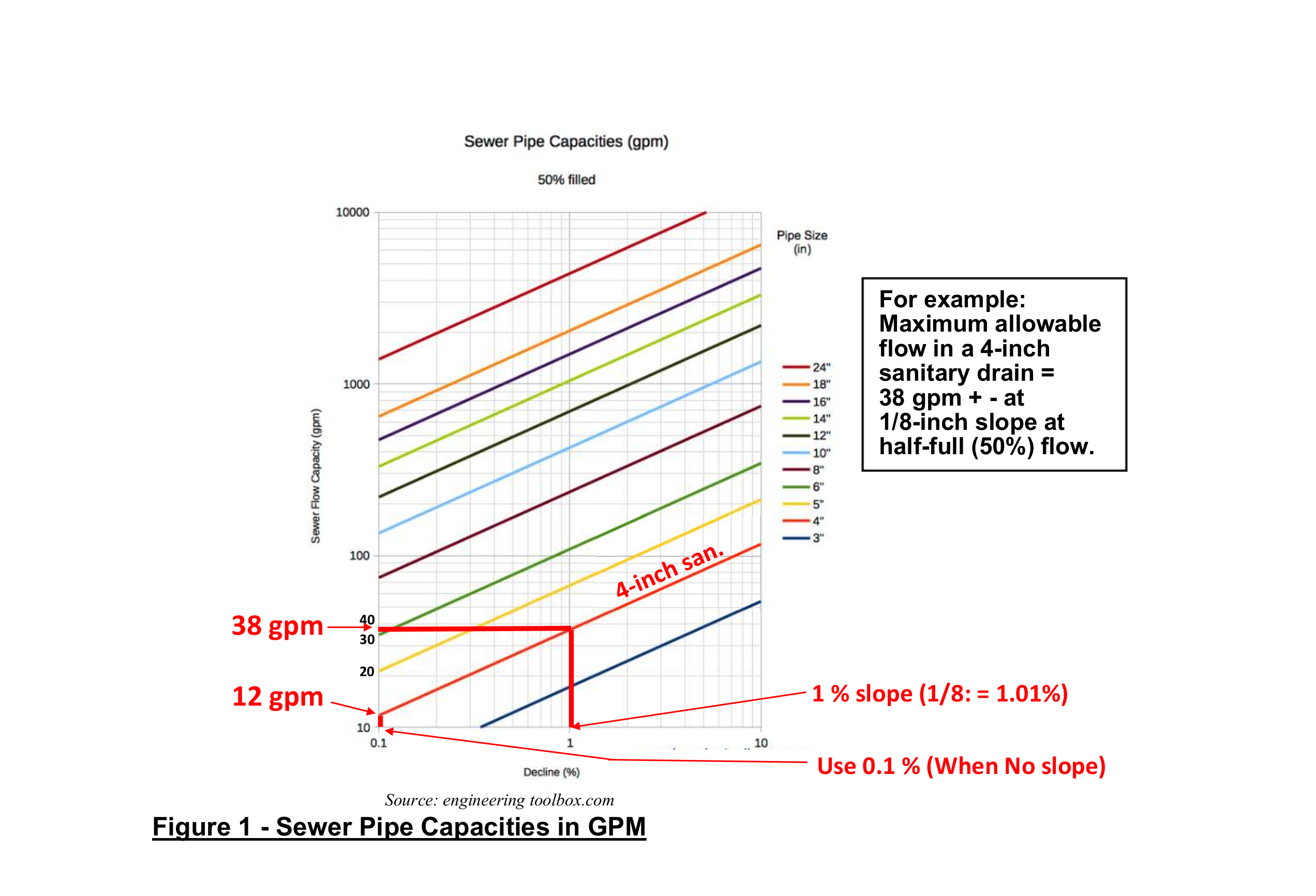
2. The fabrication drawing for the blowdown tank also shows an outlet located just above the middle of the tank and a water seal or dip tube extending downward (vertical) inside the blowdown tank (see Figure 2). The primary purpose of this dip tube is to prevent “live” steam from exiting the blowdown tank. The other purpose of the dip tube is to allow water to sit in the tank to cool down until it is pushed up through the dip-tube and out of the blowdown tank by a subsequent blowdown.
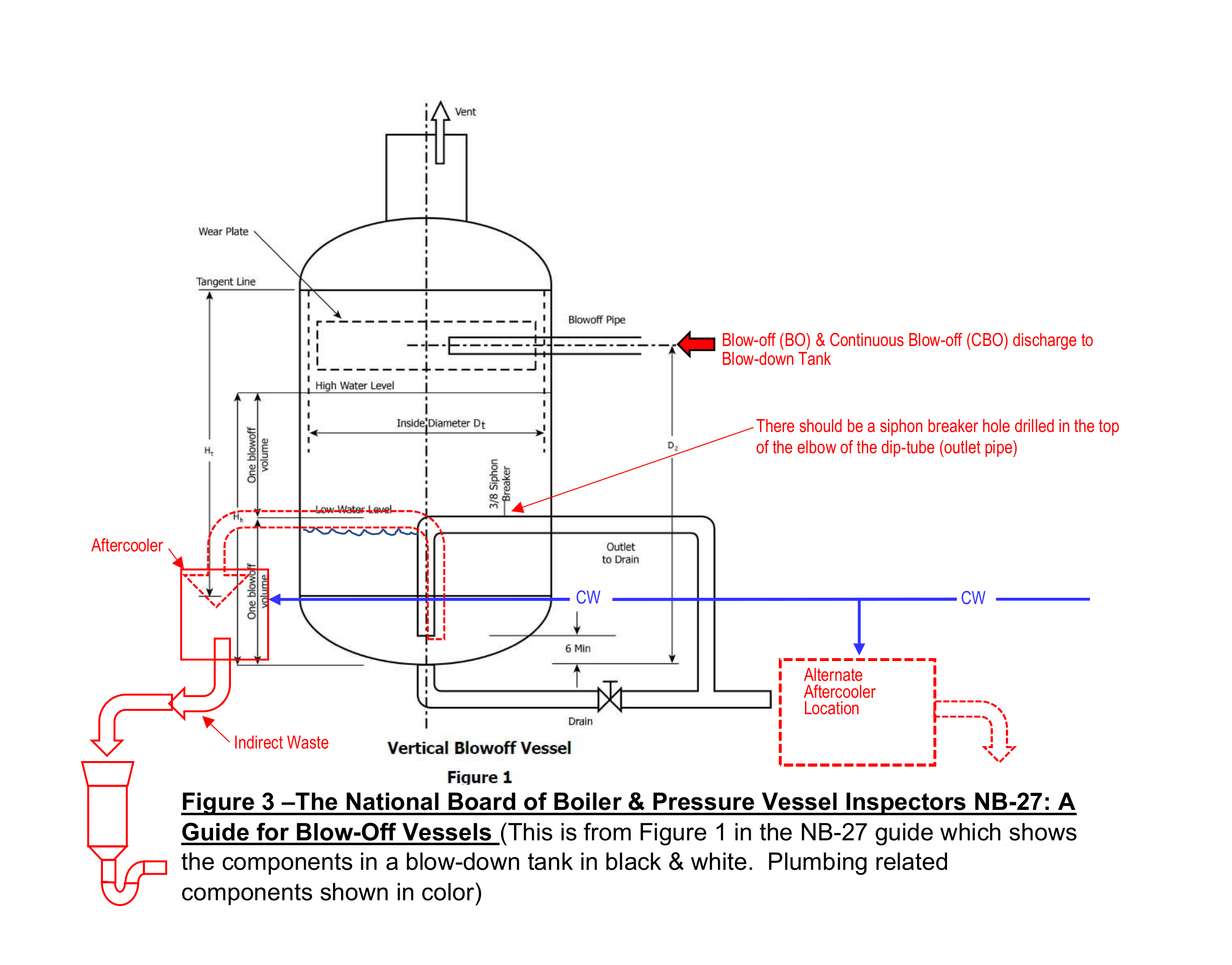
3. The fabrication drawing for the blowdown tank shows a hole in the top of the elbow of the dip tube. Unless a hole is drilled into the top of the dip tube, it will siphon the effluent in the tank upward and out of the tank through the indirect waste pipe in a full-bore flow until air breaks the siphon at the bottom of the dip tube; this essentially drains the tank. A siphon breaker is required by the National Board of Boiler & Pressure Vessel Inspectors, in “NB-27: A Guide for Blow-Off Vessels,” which states:
“Under normal operation, the blowoff vessel discharge connection shall be connected to the vessel so that it retains the water from a single blowoff cycle (see Figure 3). The discharge connection shall have a water seal included in its design. The vertical leg of the water seal shall be located in the center of the vessel and extend to within 6 inches of the bottom. The top of the water seal shall have a 3/8-inch opening to serve as a siphon breaker. The discharge line size shall be NPS 2 inches, minimum.”
In addition to the blowdown flow rate, the cooling water flow rate must be added. If there is a continuous blowdown, the continuous blowdown flow with the cooling water should be added to the drain-sizing calculation.