There have been a lot of energy and water conservation programs and sustainability programs that have addressed system design issues, but these programs typically do not address system maintenance issues.
The plumbing and mechanical codes typically do not directly address maintenance issues except for annual testing for backflow preventers. However, the codes require products and components to be installed in accordance with the manufacturer’s instructions, typically called installation and operating instructions or installation and maintenance instructions. This is an indirect reference to maintenance requirements in the code that requires a product to be installed and maintained in accordance with the manufacturer’s instructions.
Two of the largest wastes of energy in a building are associated with improperly maintained water heaters and associated domestic hot water systems, and with boilers and associated heating hot water systems.
There are many sources that recommend draining or flushing water from a hose valve at the bottom of a water heater or boiler, but that process will only address flushing out suspended or loose particles. Draining or flushing a water heater will not address scale and lime deposits that have been cooked onto heating surfaces.
Water hardness and softeners
If a building has hard water, a water softener should be considered.
Test kits are available from various sources that help to determine the hardness of the water. For commercial testing, a water analysis professional can provide you with a water test and report. After you determine the water hardness, the appropriate water softening or water treatment equipment can be selected for the application.
In some cases, water may have other contaminants, such as iron or another mineral that requires special water treatment equipment. In areas with extreme water conservation programs, and where the building is located far away from the treatment facility, the water treatment chemicals (chlorine, chlorine monofluoride, etc.) often dissipate before the water reaches the building, which may require the addition of secondary treatment chemical additives to prevent bacterial growth. This is especially important in high-risk facilities like hospitals, nursing homes, senior living facilities and similar facilities where bacteria in the water supply can be transmitted to residents and cause illness.
Water hardness is measured in grains per gallon (gpg) or milligrams per liter (mg/l), which is also expressed as parts per million (ppm). Water up to 1 gpg (or 17.1 mg/l) is considered soft. Water from 1 gpg up to 60 ppm is generally acceptable for normal use, and water from 60 to 120 ppm is considered moderately hard. A water softener should be considered for facilities with water over 60 gpg. A water softener’s effectiveness depends on the hardness of the incoming water supply. Water over 100 gpg may need multiple treatment units to satisfy peak demand flow rates.
Softeners are often required in the boiler and water heater manufacturer’s installation instructions when the supply water source is considered hard water. A water softener exchanges the calcium, magnesium and other hard water minerals for sodium ions, which will minimize the scale and lime build-up on heating surfaces. When a water softener is not maintained, it will eventually become ineffective. If the softener does not regenerate properly, or if the salt brine tank is empty when it is time to regenerate, there will be sodium ions to exchange with the minerals in the water. This will eventually lead to scale formation on heating surfaces.
When heating surfaces become fouled with scale and lime sediment, heat from the combustion gasses in the fire tubes is prevented from transferring into the water. The heat from the combustion process then continues up the flue without transferring into the water resulting in energy losses, increased carbon monoxide emissions, increased flue gas temperatures, increased heat stress on boiler/water heater components and premature failure of the equipment. This also is considered a contributing factor to global warming.
The excess heat has been known to melt plastic flue pipes and cause carbon monoxide poisoning and deaths. It is for this reason I support plastic flue pipe materials only when the fuel burning equipment has a temperature sensor in the equipment’s flue outlet collar to sense the flue gas temperature, and shut-off the fuel when the temperature reaches the limit of the connected flue material. Not all fuel burning equipment has a flue gas sensor; specifying or installing equipment without the flue gas temperature sensor can be dangerous.
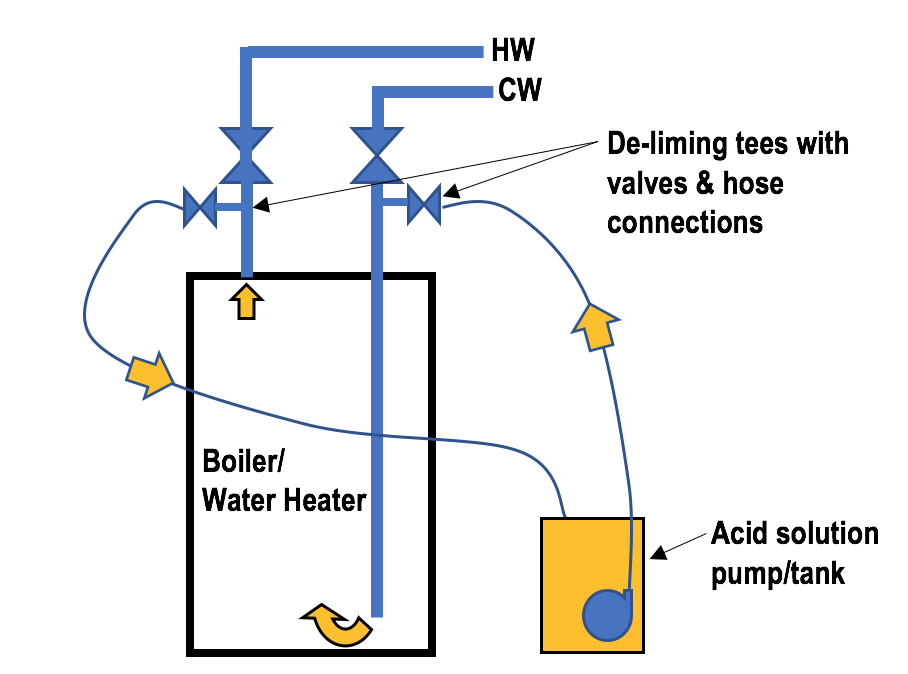
A new boiler or water heater will operate at its maximum efficiency when it has a clean heat transfer surface; lime scale has an insulating effect on the heating surface. As scale and lime sediment accumulates on the heating surface over time, the equipment becomes 15 percent less efficient for each 1/16-inch thickness of scale that builds up on the heating surface. As the layer of scale and lime sediment continues to build on heating surfaces, it eventually becomes very expensive to heat the water. (See Table 1)
This demonstrates why a properly maintained water softener, performing periodic preventative maintenance inspections of the boiler, and de-liming or de-scaling the water heater are needed to prevent scaling. For information on de-liming boilers, check out www.rydlyme.com. If you do not pay attention to water hardness and scale accumulation on a heating surface in a hard water area, it would be like constantly throwing increasingly larger bundles of money out of a high-rise building window on a windy day. The following is a representative example of the added fuel cost for a scaled-up boiler.

Example: Given two new water heaters in a 100-room hotel with no water softener, the water heaters consumed $4,000 in fuel in the first month of operation. After six months, the hotel manager notices the heating costs go up to about $6,400 per month. The maintenance personnel turned off the water heater, closed the isolation valves and drained the water heater. They opened the inspection port and discovered 1/4 inch of scale and lime on the heating surface. The maintenance personnel connect hoses and a pump to the water heater, and pump a mild acid through the heater to dissolve the lime and scale on the heating surfaces and the tank. The fuel bills go back down to about $4,000 per month. A water heater or boiler with 2 inches of scale on the heating surface would consume about $19,200 in fuel costs. Two inches of scale on a heating surface can waste more than $15,200 per month in fuel costs because of lost efficiency. In this example, if the boiler/water heater is not maintained, and the scale builds up to two inches of scale on the heating surfaces, it can cost up to $182,400 per year in wasted energy. That will buy a lot of water softener equipment and salt and de-liming services.
Design
How do we prevent hard water from being a drain on profits for the owner? Good system design calls for investigation of the water quality. The water serving the boiler or water heater should be tested and a determination should be made as to the hardness of the water and if a water softener should be considered. The peak loads should be determined, and appropriately sized equipment should be selected for the application.
Simply ignoring water testing and water treatment can lead to hundreds of thousands of dollars of excess energy consumption in medium to larger facilities. Large facilities like apartment buildings, hotels or other critical facilities that cannot go for hours or days without hot water, should have the water-heating load shared by more than one piece of equipment to provide back-up when one piece of equipment is being serviced.
Preventative maintenance
Isolation valves should be provided on each piece of equipment to allow for servicing during normal building operating hours, while allowing the system to remain in service. A preventative maintenance schedule should be developed based on the hardness of the water and the equipment needing maintenance. The schedule should include inspection and operation of all equipment and valves in the system. To assist with this inspection and diagnose system issues, a temperature gauge should be installed on the inlet and outlet of every piece of heating or heat exchanging equipment, and the temperatures should be recorded every day. New digital recirculating mixing valves have the capability of digitally recording temperatures continuously, and they have software with adjustable alarm points that can be set to notify the owner via email or text message of any variations in temperature that warrant investigation or maintenance. A temperature gauge should be installed in the exhaust flue of the boiler; the temperatures at these locations should be recorded daily by the maintenance personnel.
These temperature logs will show trends or rises in flue gas temperatures and drops in temperatures between the inlet and outlet of heating equipment. This gives the building maintenance personnel an idea of the heat transfer efficiency of the boiler or water heater and indicates when it might be an appropriate time to de-lime the boiler or water heater. Flue gas temperatures will rise as the equipment becomes less efficient. A flue gas temperature sensor should be mandated in the codes to provide several warnings:
- High flue gas temp for various plastic flue pipes
- High flue gas temp is a sign of inefficient operation, wasted energy and money
- High flue gas temperature can be a fire hazard in extreme cases
- High flue gas temperature can cause excessive condensation and corrosion to metal flues
Water treatment additives
Another source of scale and lime deposits on heating surfaces is from water additives to try and control corrosion in older piping systems. Many years ago, I was asked to investigate a building that had problems with temperature control. When I got there, I noticed a series of code violations and a non-traditional system installation. The building had sodium silicate being added to the domestic water system with a barrel of sodium silicate chemicals and an injection pump to address corrosion of galvanized pipe materials, which were installed in a two-year-old, 22-story building with one pressure zone and hundreds of multi-million-dollar condominiums. The developer decided to take the schematic drawings from the A/E and have contractors bid on a design/build project.
During construction, a mechanical contractor’s cost-saving idea proposed combining the copper domestic hot water system with black steel heating water piping into one system. He decided the compromise on the material and chose galvanized piping to save a few bucks. This combined heating hot water and domestic hot water system used galvanized mains and copper branches in a new high-rise building.
There were numerous design problems and code violations, but the material choice led to a series of unfortunate events. The galvanized pipe in hot water service quickly corroded; orange water appeared at the fixtures. When people who had just purchased expensive condos has rusty water filling their whirlpool tubs, the phones started ringing in the manager’s office. The corrosion and dark orange water was bad; the owner did a quick search online and sought out a chemical treatment company to solve the problem. The suggested solution was for the chemical treatment company to sell them sodium silicate to inject into the building water supply at levels above 7 on the pH scale to artificially create a hard water condition and coat the pipe walls with a layer of scale. This is normally done in heating water systems. This layer of scale prevented the iron in the galvanized pipe from turning the water orange.
However, the scale also coated the heating surfaces in the boiler and water heater, and made the equipment less efficient to operate. It coated the strainers and moving parts in temperature control valves and caused them to seize up. It caused the pressure balancing pistons in shower valves to seize up. It clogged strainers ahead of all balancing valves restricting water flow, and it got into all the pump seals. Soon, everything was failing. When we examined all the components, they had a build-up of a tan colored sodium silicate (scale) on everything, including the heating surfaces.
The owners were no longer unhappy with orange water, but they were unhappy because the temperatures of the water were fluctuating wildly because most of the moving parts in the hot water system had seized up. They sued the temperature control valve manufacturer and balancing valve manufacturer for failing to control the temperature. My investigation showed it was not the valve’s fault; the problem was caused by the sodium silicate additive. They should have installed a better pipe material, or they could have used the epoxy coating marketed for existing galvanized pipes.
De-liming
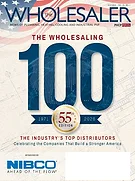
 Boilers and water heaters should be inspected periodically or at least annually and provided with isolation valves to isolate the equipment from the building system for service. The equipment side of the isolation valves should be provided with tees with hose valves for de-scaling or de-liming boilers; de-liming is accomplished by isolating the equipment and pumping a mild acid like vinegar or a de-liming solution through the heating equipment to dissolve any build-up of scale from the heating surfaces. The water heater or boiler should be thoroughly flushed with fresh water before placing the equipment back into service.
Boilers and water heaters should be inspected periodically or at least annually and provided with isolation valves to isolate the equipment from the building system for service. The equipment side of the isolation valves should be provided with tees with hose valves for de-scaling or de-liming boilers; de-liming is accomplished by isolating the equipment and pumping a mild acid like vinegar or a de-liming solution through the heating equipment to dissolve any build-up of scale from the heating surfaces. The water heater or boiler should be thoroughly flushed with fresh water before placing the equipment back into service.
When water is heated, it goes through many changes. The changes include precipitating out any minerals in the water onto heating surfaces like food sticking to a hot pan. Another change while heating is an increase in volume that can cause a build-up of pressure, which requires a thermal expansion tank-sized to handle the increased volume, which can damage the plumbing system and components. As the water molecules are heated, they become less dense and the hot water rises to the top of the tank or piping. Water molecules spread apart when heated, so hot water is less dense, and for a given volume of space, hot water weighs less than cold water.
Heated water also expels dissolved gasses. In most high-rise building piping configurations, it is important to consider air vents or fixture branches from high points in the hot water or heating water distribution system and provide a way to relieve air and dissolved gasses so that it does not become trapped in high points and air-bind the system. Air in the system can fill a heating coil rendering it ineffective. Air can also prevent circulation flow or cause cavitation and impeller damage to a circulating pump. Heated water undergoes a chemical chain reaction, and the heated water becomes more corrosive. It precipitates dissolved minerals such as calcium, magnesium and other dissolved minerals on the heating surfaces at a rate proportional to the hardness of the water and the temperature being maintained.
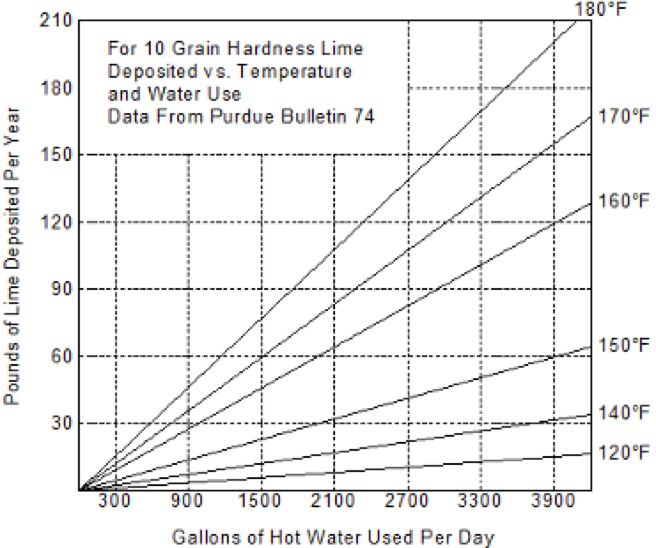
Figure 4 shows the areas in the U.S. that may contain higher levels of dissolved minerals in the water supply. Check with your local water utility or have the water tested to determine if it’s hard. In general, municipalities that primarily rely on well water for the source of their water supply have hard water full of minerals that have dissolved as it makes its way through the layers of rock and limestone in the ground. Water utilities that use surface water sources from lakes may have fewer minerals in the water.
The amount of calcium, magnesium and lime deposits (which are also referred to as scale deposits) on a heating surface depends on the temperature, the flow and the hardness of the water. Lime or scale build-up inside a water tube boiler pipe both reduces liquid flow through the pipe, as well as reduces thermal conduction through the heat exchanger wall. Cleaning the heating surfaces is crucial for saving energy and operating the system safely and efficiently.
 Relief valves and other system components
Relief valves and other system components
All water heaters should have a safety device called a temperature and pressure relief valve (T&P valve). In the event the tank gets too hot or if the pressure gets too high, the relief valve opens and releases the pressure and allows cool water to enter the tank. If the valve doesn’t operate correctly, the tank can over-pressurize and explode.
Boilers typically use only a pressure relief valve because they often work at much higher temperatures, and a temperature relief valve would be impractical for a high temperature heating hot water or steam boiler application.
For water heaters or boilers if the supply or make-up water is hard (above about 7.5 pH), minerals can accumulate on heating surfaces, and there will be a lot of minerals in the water. If the thermal expansion tank is not sized properly, the pressure will build up to 150 psi, and the relief valve will discharge a small amount of water during each extreme heating cycle. The excessive pressure above 80 psi adds excessive pressure on plumbing system components, and the constant cycling of the relief valve allows hard water minerals to flow across the valve seat coating it with minerals. Eventually the minerals will cause the valve to scale up and cease operation, creating an explosion hazard. Thermal expansion tanks should be checked regularly to assure they are not water logged from a bladder failure and to assure the pre-charge pressure is a pound or two higher than the system pressure, and the acceptance volume is enough to assure the system pressure will not rise above 80 psi.
Flushing
Flushing should be considered for stagnant or aging water from systems idled for more than a few days. As the water sits in the pipe the water treatment chemicals (chlorine) continues to react with contaminants in the water, the pipe materials and heat as it dissipates over time. The more contaminated the water is and the older the piping system is, the faster the water treatment chemical dissipate. Higher temperatures increase the chemical dissipation rate. Tanks or pipes that have been sitting idle in unused building for more than a few days should be flushed long enough to completely turn over the water in the system with fresh chlorinated water to help control bacteria growth like Legionella in the building water system.
Hot water storage and delivery temperatures should be kept high enough to control Legionella bacteria growth. According to laboratory reports, Legionella bacteria growth can occur between 68 F and 122 F. Below 68 F, Legionella bacteria survives, but does not multiply. Recent studies indicate significant Legionella bacteria growth begins to occur around 77 F. The ideal Legionella bacteria growth temperature range is between 95 F and about 115 F, where the bacteria grows at a rapid rate. Above 122 F up to 131 F Legionella bacteria can survive, but will not multiply. At 131 F, Legionella bacteria in laboratory test samples will all die within five to six hours. At 140 F, Legionella bacteria will all die in about 32 minutes. At 151 F, Legionella bacteria will all die within two minutes. At 158 F, Legionella bacteria will all die instantly.
Scalding
Hot water temperatures flowing from fixtures used for bathing and washing should have temperature controls to reduce, or control, the hot water temperature at the fixture to temperatures that are safe for bathing, washing and showering to control the risk of scalding. Ideally, we would heat, store and distribute hot water at about 140 F or slightly above and distribute it with a circulated flow that maintains the hot water above 124 F to assure the hot water is not in the Legionella bacteria growth temperature range. Then we would reduce the temperature at the shower using the temperature limiting device on code compliant showers or temperature limiting valves for lavatories, bathtubs, whirlpool bathtubs and bidets to minimize the risk of scalding.
The codes and standards have all agreed the maximum safe hot water temperature to minimize the chances of scalding and give small children, the elderly or handicapped persons ample time to get out of harm’s way before a serious burn injury can occur is 120 F. Based on burn research, if a facility is dealing with an at-risk population, they should seriously consider a corporate policy of supplying hot water to all parts of the domestic hot water supply, distribution system above 122 F and setting their maximum hot water temperature limit stops on their code compliant shower and bathtub valves to 110 F; and scald burns and Legionella outbreaks should not be an issue.